Farbstoffe im Betrieb (Beispiel Kuag)
Christian Kalkes
Die im Jahre 1963 gegründete Kunstseiden Textil AG Konz (Kuag) beschäftigt sich seit Produktionsbeginn (1964) mit der Färbung von Polyestertextilfasern, die vorwiegend zur Herstellung von Bezügen und Verkleidungen im Innenraum von Kraftfahrzeugen in der Autoindustrie dienen. Die Kuag beschäftigt heute ca. 800 Angestellte und hat eine Kapazität von ca. 1900 Monatstonnen..
Folgender Text soll einen Einblick in die Produktion ermöglichen und einen kleinen Eindruck von den Färbemethoden vermitteln.
Labor:
Der Startpunkt jeder Färbung ist das Labor. Hier sind sämtliche "Rezepturen" für Farbstoffe in Computern gespeichert. Vom Kunden gewünschte Farbzusammenstellungen werden mit Hilfe von Spektroskopen in den Computer eingespeist, der diese dann auswertet und die entsprechenden Chemiekalienkonzentrationen berechnet. Im Labor werden ebenfalls Farbstoffe untersucht und auf Lichtechtheit (Beständigkeit unter Lichteinwirkung), Ziehvermögen (Aufziehverhalten), Waschechtheit (Beständigkeit unter Wasser- und Waschmitteleinwirkung) und auf Metamerie (Ähnlichkeit der Farben mit den Vorgaben) getestet. Außerdem wird die Erscheinung der Farben unter unterschiedlichen Lichteinwirkungen (Tages-, Dämmerungs- und Kaufhauslicht) kontrolliert. Eine spezieller Computer kann verschiedene Farbtöne durch Mischung herstellen. Die einzelnen Chemikalien werden hier automatisch dosiert.
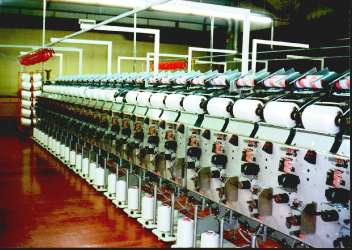
Texturierung (Falschzwirnerei):
Währenddessen wird in der Texturierung das anfangs relativ glatte Polyestergarn durch starke Erhitzung und Umspulung in einen dicken, rauhen, faserartigen Faden verwandelt. Er bietet dem Farbstoff eine bessere und vor allem größere Angriffsfläche.
Bestückung:
In der "Bestückung" werden die einzelnen texturierten Garnrollen in größeren zylinderartigen Magazinen gestapelt und zur Färberei transportiert.
Färberei:

Das in der Region Konz sehr "harte" Wasser wird in der Färberei, bevor es zur Färbung benutzt werden kann, zuerst durch Ionentauscher geleitet und dort entkalkt. Die bestückten Magazine mit den zu färbenden Garnrollen werden in Kessel unterschiedlicher Größe eingelagert und eingeschlossen. Die Kessel sind computergesteuert und können je nach Größe des Auftrages zusammengeschaltet werden, so daß eine relativ einheitliche Färbung möglich ist.
Gefärbt wird unter hohem Druck, um die Temperatur relativ niedrig zu halten (ca. 130 Grad Celsius).
Die Färbung von Polyesterfasern erfolgt fast ausschließlich mit Dispersionsfarbstoffen.
Entstückung:
Nach dem Färbevorgang werden in der Entstückung die einzelnen Spulen entladen.
Qualitätskontrolle:
Anschließend wird das Garn in Form von sogenannten Strickschläuchen zur Qualitätskontrolle weitergeleitet. Hier wird das Garn noch einmal auf Farbabweichungen überprüft. Entspricht alles den Vorgaben, wird es in die Konerei weitergeleitet.
Konerei:

Hier wird das Garn für die Webereien fertiggemacht, anschließend in Kartons gepackt und schließlich zum Transport freigegeben.
Kläranlage:

Die Kuag besitzt eine eigene Kläranlage, in der die Abwässer der Färberei physikalisch (mechanisch) und biologisch geklärt werden.
Kunden:
90% des von der Kuag gefärbten Garns gehen in die Autoindustrie (Im Diagramm blau dargestellt). Hier wird der Stoff zu Sitzbezügen verarbeitet oder findet seinen Platz als
|
|
|
|
|
|
|
|
Türverkleidung oder Teppich in den Fahrzeugen. Aus den restlichen 10% (Im Diagramm rot dargestellt) wird Heimtex ( Gardinen, Tücher, Krawatten oder Oberbekleidungs- produkte) hergestellt. Zu den Kunden gehören fast alle bekannten Autohersteller wie Opel, VW, Mercedes, BMW usw. Die Kuag Konz gehört zur Gruppe der Textilwerke Deggendorf (TWD) und arbeitet mit der Kuag Oberbruch eng zusammen. |
Dispersionsfarbstoffe:
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
Abb. 1 |
|||||
|
|
---> |
|
Abb. 2 |
|||
|
|
Abb. 3 |
|||||
Die Färbung erfolgt wie schon erwähnt, mit Hilfe von Dispersionsfarbstoffen. Acetatseide stellte für lange Zeit ein Problem für die Färbereien dar, bis 1921 Clavel und Dreyfuss schließlich entscheidenden Versuche machten und mit Dispersionsfarbstoffen die Lösung fanden. Die in Wasser minimale Löslichkeit wird im Farbstoffmolekül Cellitonscharlach B durch die hier rot markierte OH-Gruppe erreicht (siehe Abbildung 1). Bei Temperaturen nahe 100 Grad C. und mit Hilfe bestimmter Stoffe (Dispergiermittel) wird eine geringe Diffusion einzelner Moleküle aus den Farbstoffkristallen ins Wasser und von dort auf die zu färbende Faser ermöglicht. Die Cellulosefaser wurde vorher mit Hilfe von Essigsäureanhydrid behandelt. Die OH-Gruppen wurden verestert, um den Farbstoffmolekülen eine bessere Angriffsmöglichkeit zu bieten (siehe Abbildung 2). Während des Färbevorgangs entsteht in der Lösung ein "doppeltes Gleichgewicht". Auf diese Weise können die Farbstoffmoleküle in die nichtkristallinen Faserbereiche eingebracht werden. Hier treten die Wasserstoffatome der OH-Gruppen mit den freien Elektronenpaaren der Estergruppen oder mit noch freien OH-Gruppen der Glucoseeinheiten der Acetylcellulosemoleküle in Wechselwirkung. Es entstehen Wasserstoffbrückenbindungen (in Abbildung 3 blau dargestellt). Somit wird der Farbstoff auf der Faser festgehalten

![]()
 +
+